在精密制造领域,冲压模具堪称工业生产的“核心引擎”,其运行稳定性直接决定着产品质量与生产效率。然而,在实际生产场景中,“冲压模具平衡块数量不足引起侧向偏移”这一问题,却如同隐藏在生产流程中的“定时炸弹”,一旦爆发,便会引发一系列连锁问题,给企业带来难以估量的损失。
深度剖析:平衡块数量不足如何触发侧向偏移
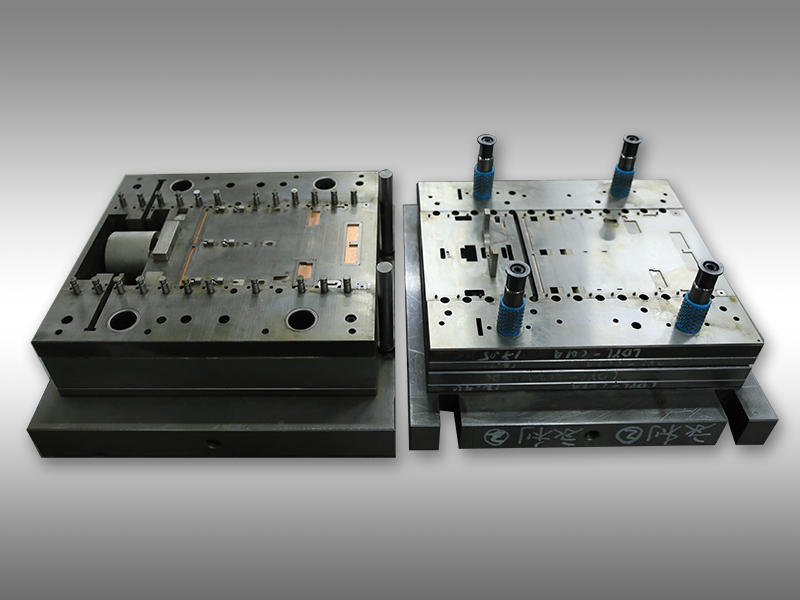
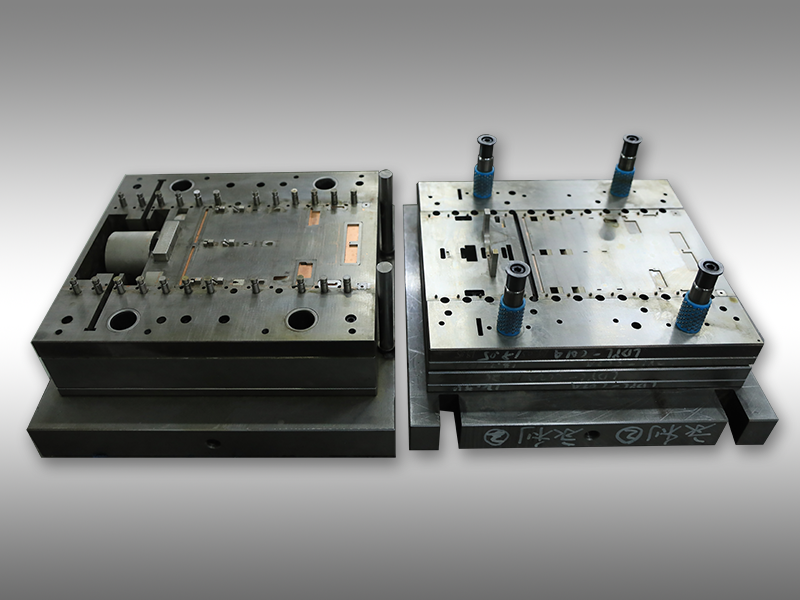
冲压模具在高速运转过程中,需要依靠平衡块来平衡模具内部的受力状态,确保模具在冲压动作时保持精准的直线运动轨迹。平衡块就如同模具的“稳定砝码”,通过合理布局与数量配置,抵消冲压过程中产生的侧向力,维持模具的动态平衡。
当冲压模具平衡块数量不足时,模具内部的受力平衡机制瞬间被打破。在冲压作业阶段,强大的侧向力无法得到有效抵消,如同汹涌的潮水冲击着模具的运动轨迹,导致模具在运行过程中发生侧向偏移。这种偏移看似微小,却会在产品上留下难以修复的瑕疵——产品尺寸出现偏差,表面平整度被破坏,甚至导致产品直接报废。
以汽车零部件冲压生产为例,若模具因平衡块数量不足出现侧向偏移,生产出的零部件尺寸精度无法达到装配要求,不仅会造成大量原材料浪费,还会延误整个生产线的交付进度,给企业带来巨大的经济损失。
连锁反应:侧向偏移背后的生产危机
“冲压模具平衡块数量不足引起侧向偏移”带来的危害远不止产品质量问题,其引发的连锁反应会渗透到生产的每一个环节。
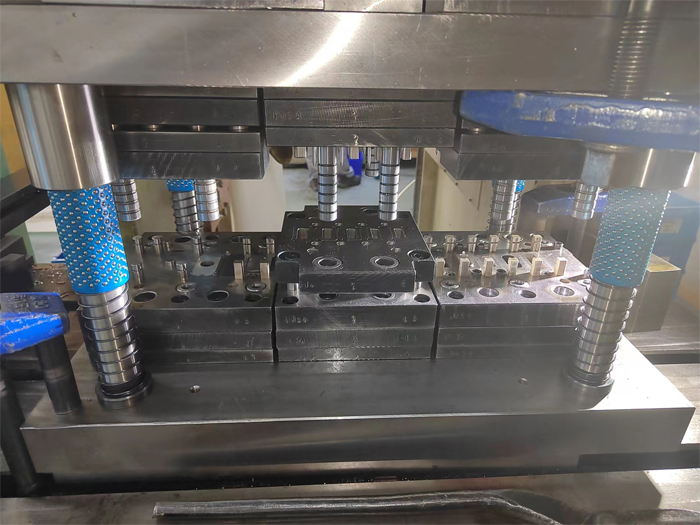
从模具自身来看,侧向偏移会加剧模具关键部件的磨损,缩短模具的使用寿命。原本设计精密的模具结构,在持续的侧向力作用下,模具的导柱、导套等导向部件会出现异常磨损,导致模具精度进一步下降,形成恶性循环。频繁的模具维修与更换,不仅增加了企业的生产成本,还会打乱正常的生产计划。
从生产效率角度而言,侧向偏移会导致冲压设备频繁停机调整。为了纠正模具偏移问题,操作人员需要花费大量时间对模具进行调试,每次停机都意味着生产线的停滞,生产效率大幅下降。在订单交付压力大的情况下,这种停机调整会严重影响企业的履约能力,损害企业的商业信誉。
此外,侧向偏移还可能引发安全隐患。模具在异常受力状态下运行,一旦关键部件因过度磨损发生断裂,高速运动的模具部件可能飞出,对操作人员的生命安全造成威胁,给企业带来不可挽回的安全事故损失。
破局之策:精准应对平衡块数量不足问题
面对“冲压模具平衡块数量不足引起侧向偏移”这一难题,企业需从根源入手,采取科学有效的解决措施。
在模具设计阶段,企业应充分结合冲压工艺参数、模具结构以及产品生产需求,精准计算平衡块的数量与布局。通过专业的力学分析软件,模拟模具在冲压过程中的受力状态,确保平衡块的配置能够完全抵消侧向力,从源头杜绝因平衡块数量不足引发的侧向偏移问题。
在模具使用过程中,企业需建立完善的模具巡检与维护机制。定期对模具的平衡块数量、安装状态进行检查,一旦发现平衡块缺失或安装不当,及时进行补充与调整。同时,加强对操作人员的培训,提高操作人员对模具异常状态的识别能力,一旦发现模具出现侧向偏移迹象,能够迅速采取应急措施,避免问题扩大化。
此外,企业还应积极引入智能化监测技术,为模具配备位移传感器、压力传感器等监测设备,实时监测模具的运行状态。当模具因平衡块数量不足出现侧向偏移趋势时,监测系统能够及时发出预警,提醒操作人员进行处理,实现对侧向偏移问题的早发现、早解决。
长效管控:构建模具稳定运行防线
解决“冲压模具平衡块数量不足引起侧向偏移”问题,并非一劳永逸,构建长效管控机制才是保障模具稳定运行的关键。

企业应建立模具全生命周期管理体系,从模具设计、制造、调试到使用、维护、报废,对每一个环节进行严格把控。在模具验收环节,重点核查平衡块的数量与布局是否符合设计要求,确保模具出厂时就具备稳定的运行基础。
同时,企业要加强与模具供应商的深度合作,建立快速响应机制。当模具出现平衡块数量不足等相关问题时,能够及时获得供应商的技术支持与配件供应,缩短问题解决时间,减少对生产的影响。
在日常生产中,企业还应定期组织技术人员对模具运行数据进行分析,总结“冲压模具平衡块数量不足引起侧向偏移”问题的规律与特点,不断优化模具设计方案与维护策略,持续提升模具运行的稳定性与可靠性。
“冲压模具平衡块数量不足引起侧向偏移”虽是生产中的常见问题,却关乎企业的生产效益与核心竞争力。企业唯有正视这一问题,从设计源头抓起,强化过程管控,建立长效管控机制,才能彻底消除侧向偏移隐患,让冲压模具始终保持稳定高效的运行状态,为企业的高质量发展筑牢根基。