料厚不同,冲压工艺完全不一样:解锁精密制造的核心密码
- 文章来源:
- 发布日期:2026-05-20
- 浏览次数: 182次
- 分享:
在金属加工的精密版图里,冲压工艺始终占据着关键地位,而“料厚不同,冲压工艺完全不一样”,这一行业铁律,正深刻影响着每一件冲压制品的品质与效能。从日常家电的金属外壳,到汽车核心零部件,料厚的差异如同精密制造的“指挥棒”,直接左右着冲压工艺的每一步布局,让看似常规的冲压环节,因料厚变化而呈现出截然不同的技术路径。
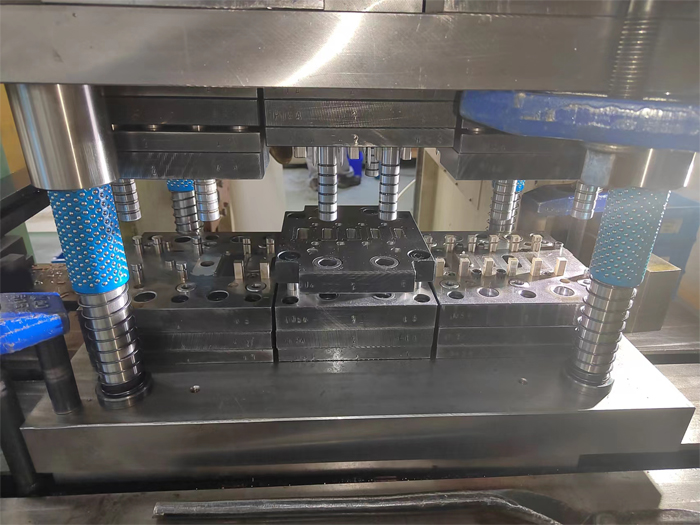
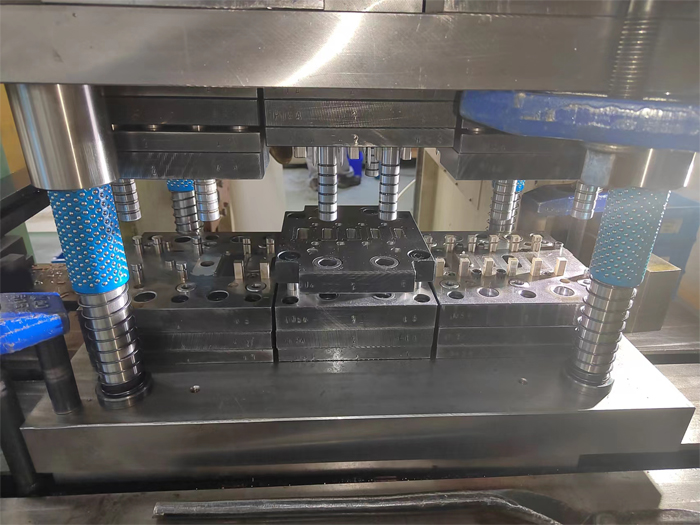
料厚,作为冲压工艺的核心变量,其数值的细微波动,都会引发冲压工艺的连锁反应。当面对薄料时,冲压工艺的侧重点在于精准控制成型精度与避免材料变形。薄料的刚性相对较弱,在冲压过程中,若压力控制不当,极易出现褶皱、破裂等问题,这就要求冲压工艺必须采用渐进式成型技术,通过多道工序逐步完成复杂造型,每一步的压力参数、模具间隙都需经过精密计算,确保材料在温和的受力状态下精准成型。而料厚较厚的金属材料,刚性强、抗变形能力突出,但冲压时需要更大的冲压力,对模具的强度和耐磨性要求极高,此时冲压工艺的核心在于优化模具结构,采用高强度模具材料,同时合理分配冲压工序,避免因瞬间过大的冲击力导致模具损坏或材料开裂。
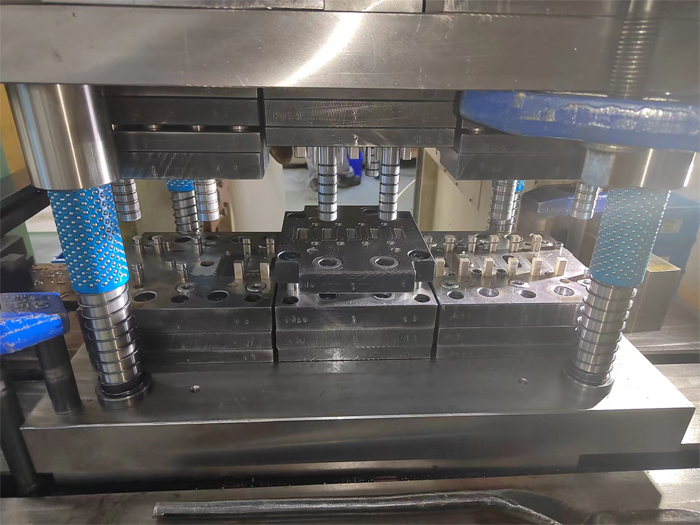
料厚不同,冲压工艺的模具设计逻辑也截然不同。薄料冲压模具更注重导向精度和表面光洁度,光滑的模具表面能减少材料与模具的摩擦,避免划伤薄料,精准的导向结构则能保证每一次冲压动作的稳定性,确保成型尺寸的一致性。而厚料冲压模具的设计,则将重点放在承重能力和抗冲击性能上,模具的模架需要采用高强度钢材,关键受力部位需进行强化处理,同时模具的间隙设计也需根据料厚精准调整,既要保证厚料能够顺利成型,又要防止材料在冲压过程中因间隙不当出现毛刺或变形。这种因料厚差异带来的模具设计差异,正是“料厚不同,冲压工艺完全不一样”的直观体现。
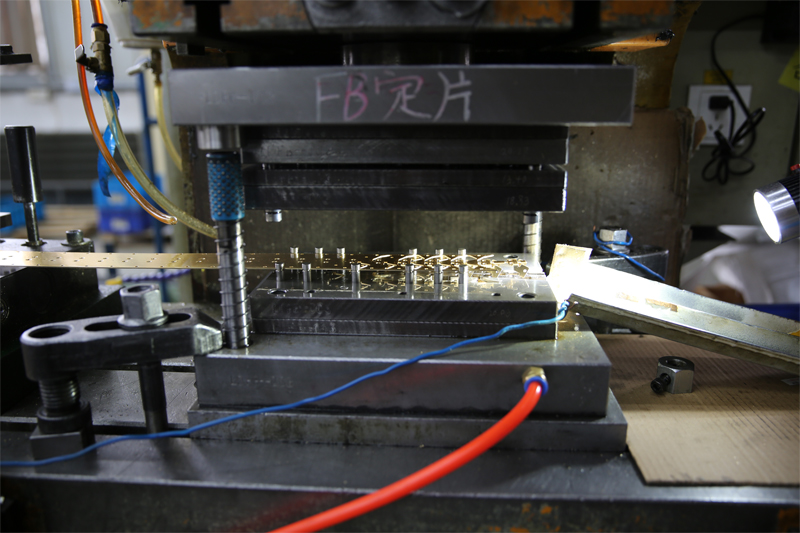
在冲压工艺的参数调控上,料厚的差异更是让参数设定呈现出天壤之别。薄料冲压时,压力参数需控制在较低范围,冲压速度则可适当加快,以提升生产效率,同时模具的闭合高度、冲压行程等参数也需与薄料的特性相匹配,确保材料在可控的受力范围内完成加工。而厚料冲压,压力参数必须大幅提升,以满足厚料成型所需的冲击力,冲压速度则需适当放缓,给模具和设备足够的缓冲时间,避免因瞬间高压导致设备过载。此外,润滑方式、冷却工艺等参数,也会因料厚不同而调整,薄料多采用轻量级润滑剂,厚料则需使用高粘度、高抗压性的专用润滑剂,确保冲压过程的顺畅与稳定。
“料厚不同,冲压工艺完全不一样”,这一规律不仅是冲压行业的技术准则,更是保障产品品质的核心前提。在工业生产中,若忽视料厚对冲压工艺的影响,盲目套用统一的冲压方案,必然会导致产品合格率下降、生产成本攀升,甚至引发安全隐患。只有精准把握料厚与冲压工艺的对应关系,根据料厚特性制定专属的冲压方案,从模具设计、参数调控到工序安排,全方位适配料厚需求,才能让冲压工艺发挥最大效能,生产出高品质的冲压制品。

无论是追求轻量化的薄料冲压,还是注重强度与耐用性的厚料冲压,料厚始终是冲压工艺的核心出发点。深刻理解“料厚不同,冲压工艺完全不一样”的内涵,并将其贯穿于冲压生产的全流程,才能在激烈的市场竞争中,凭借精准的工艺把控和过硬的产品质量,占据行业优势,让每一次冲压都精准契合料厚特性,铸就精密制造的卓越品质。